Оптимизация контроля и сокращение затрат на заготовку с помощью процесса обработки давальческих материалов в PP/DS с поставкой компонентов со стороны
В статье рассматривается поток операций процесса, настройка основных данных и обработка давальческого материала с поставкой компонентов со стороны в рамках производственного и точного планирования (PP/DS — Production Planning and Detailed Scheduling) в SAP Advanced Planning and Optimization (SAP APO) с интеграцией SAP ERP Central Component (ECC).
Ключевое понятие
В стандартном процессе обработки давальческого материала завод-изготовитель заключает с подрядчиком долгосрочный договор на сборку продукта, компоненты которого поставляются заводом. Функциональность поставки компонентов со стороны позволяет заготавливать компоненты, из которых далее подрядчиком будет изготовлен продукт, но не на собственном заводе, а у внешнего поставщика.
Процесс обработки давальческого материала включает в себя отправку компонентов поставщику для выполнения определенных производственных процессов и возвращения готовых изделий с добавленной стоимостью на склад. Например, завод-изготовитель осуществляет сборку продуктов в США. Однако несколько продуктов собираются не собственными силами на заводе, а сторонним подрядчиком в Индии. Компоненты, необходимые для изготовления этого продукта, заготавливаются также у внешнего (стороннего) поставщика, работающего в Индии.
В стандартном процессе обработки давальческого материала индийский поставщик отправляет компоненты на завод в США. Далее завод в США отправляет их обратно в Индию — подрядчику. Чтобы избежать этой ненужной петли, поставщик может отправлять компоненты напрямую подрядчику в Индии.
Я расскажу, как выполняется мэппинг этого бизнес-процесса обработки давальческого материала со сторонним поставщиком в рамках производственного и точного планирования (PP/DS) в SAP Advanced Planning and Optimization (SAP APO) с интеграцией SAP ERP Central Component (ECC).
Анализ примера
Рассмотрим смоделированный пример. На заводе-изготовителе PLANT-A компании возникает потребность в продукте FG-A. Спецификация для FG-A показана на рис. 1.
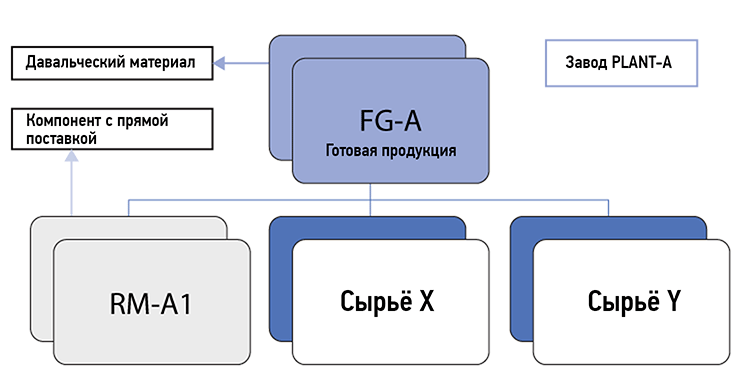
Рис. 1. Спецификация продукта FG-A на заводе PLANT-A
FG-A является давальческим материалом, который завод получает от подрядчика. В спецификации на рис. 1 указано, что для изготовления FG-A завод использует два расходных материала. Расходные материалы доступны непосредственно на рабочем месте (это недорогие позиции, например, шайбы). Вторичные потребности в расходных материалах нерелевантны для планирования потребности в материалах, т. е. при расчете потребностей нетто они не учитываются. На рис. 1 также видно, что на данном заводе используется дочерний компонент с прямой поставкой, RM-A1 (т. е. он поставляется подрядчику сторонним поставщиком, а подрядчик отправляет его на завод PLANT-A). На рис. 2 показана настройка процесса заготовки.
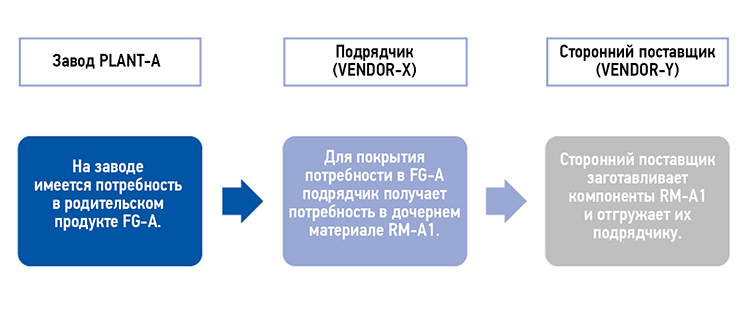
Рис. 2. Обработка давальческого материала FG-A
Во время обработки давальческого материала компоненты поставляются от внешних поставщиков непосредственно подрядчикам. На рис. 2 показано, что сторонний поставщик VENDOR-Y отгружает компоненты подрядчику (VENDOR-X), который, в свою очередь, отвечает за их отправку заводу-изготовителю (PLANT-A).
Настройка основных данных в ECC
Перед обработкой давальческого материала необходимо настроить в системе основные данные для следующих объектов в ECC:
- Основная запись материала.
- Спецификация и вариант изготовления.
- Поставщики.
- Соглашение о поставках.
- Инфозапись закупки.
Примечание.
Предполагается, что читатели знакомы с процедурой настройки и конфигурирования основных данных в ECC. В данной статье освещаются только наиболее важные моменты конфигурирования основных данных.
Основная запись материала
Для создания основной записи материала в ECC используется транзакция MM01. Я создал материалы FG-A, RM-A1, BULK-X и BULK-Y для местоположения PLANT-A. На рис. 3 и 4 показаны важные настройки FG-A и BULK-X (аналогичная настройка требуется для RM-A1 и BULK-Y соответственно).
Рис. 3. Основная запись материала для FG-A
На рис. 3 указан вид ППМ X0. Это означает, что обработка материала интегрирована с SAP APO.
Примечание.
На рис. 3 вид ППМ X0 означает, что планирование материала будет выполняться в SAP APO.
На рис. 4 обратите внимание на то, что пользователь установил флажок «Bulk Material» (Расходный материал).
Рис. 4. Основная запись материала для BULK-X
Спецификация
Для создания спецификации используется транзакция CS01. На рис. 5 показана спецификация для материала FG-A.
Рис. 5. Спецификация для материала FG-A
Вариант изготовления
Вариант изготовления представляет собой комбинацию спецификации и номера технологической карты. Поскольку давальческий материал поставляется напрямую от стороннего поставщика, вам необходимо выполнить ведение только для спецификации в варианте изготовления. Для создания варианта изготовления используется транзакция C223. На рис. 6 представлен созданный вариант изготовления SUB1, присвоенный продукту FG-A.
Рис. 6. Вариант изготовления для FG-A
Соглашение о поставках
Для создания соглашения о поставках используется транзакция ME31L. В данном примере существует два соглашения — между PLANT-A и подрядчиком (VENDOR-X), см. Рис. 7 и между подрядчиком (VENDOR-X) и сторонним поставщиком (VENDOR-Y), см. Рис. 8.
Рис. 7. Соглашение о поставках между заводом и подрядчиком
Рис. 8. Соглашение о поставках между сторонним поставщиком и подрядчиком
Также в отношении соглашения между VENDOR-X и VENDOR-Y обратите внимание на то, что пользователь установил флажок «SC vendor» (Поставщик давальческого материала), см. Рис. 9. Этот индикатор определяет поставщика как подрядчика. Такая настройка является обязательной для поставки компонента от стороннего поставщика напрямую подрядчику.
Оформите подписку sappro и получите полный доступ к материалам SAPPRO
Оформить подпискуУ вас уже есть подписка?
Войти