Обработка операций на стороне с помощью SAP Quality Management
В этой статье описаны основные функциональные возможности управления качеством (QM), релевантные для операций на стороне в процессе дискретного производства с использованием модулей управления материальными потоками (MM), производственного планирования (PP), управления качеством (QM) и финансов (FI). Здесь подробно рассматриваются основные параметры пользовательской настройки в системе с точки зрения QM.
Ключевое понятие
Обработка на стороне применяется, когда организация отправляет материал на обработку по заказу стороннему поставщику для выполнения тех работ, которые она не может произвести самостоятельно или для которых отсутствуют необходимые мощности. После обработки детали возвращаются для завершения производства на производственном участке в рамках существующего заказа. Ключевой особенностью является то, что номер детали не изменяется, а стоимость сторонних работ учитывается в заказе на производство.
Обработка на стороне связана с производственными заказами или заказами на ТОРО, которые выполняются на производственном участке. При использовании обработки на стороне движения запаса не отображаются. Документы на отпуск материала поставщику и на поступление материала не создаются. Этот процесс (в большинстве случаев) используется для раскладки затрат на услуги, предоставляемые поставщиками в рамках завода. Например, для одного из производственных процессов необходимо выполнить резку и покраску. Этот шаг выполняется другим поставщиком, услуги которого вы должны оплатить. Поставщик работает на вашем заводе, и в этом случае вы можете применить сценарий обработки на стороне. Рассмотрим управление сторонними услугами на примере задач калибровки для готовых изделий.
Для обработки на стороне на уровне группы материалов создается инфозапись закупки с ключом сортировки, с помощью которого можно дифференцировать различные инфозаписи с одной группой материалов. Эта инфозапись указывается в подробных данных закупок для операции маршрутизации. Затем при деблокировании заказа в системе создается заявка на сумму заказа в соответствии с данными инфозаписи. Детали не отпускаются по заказу на поставку, однако операции по производственному заказу подтверждаются как обычно. Это основное различие между обработкой давальческого материала и обработкой на стороне. При обработке на стороне компания не выполняет отпуск каких-либо деталей поставщику вместе с материалами, с которыми он должен выполнить какие-либо операции. Заказ на поставку принимается стандартным образом. Поставщик отправляет счет-фактуру за оказанные услуги, который оплачивается в рамках стандартного цикла оплаты.
Бизнес-операции в SAP-системе
Управление потоком бизнес-операций для обработки на стороне осуществляется в модулях заготовки, производственного планирования (PP), управления качеством (QM) и финансов (FI), см. Рис. 1.
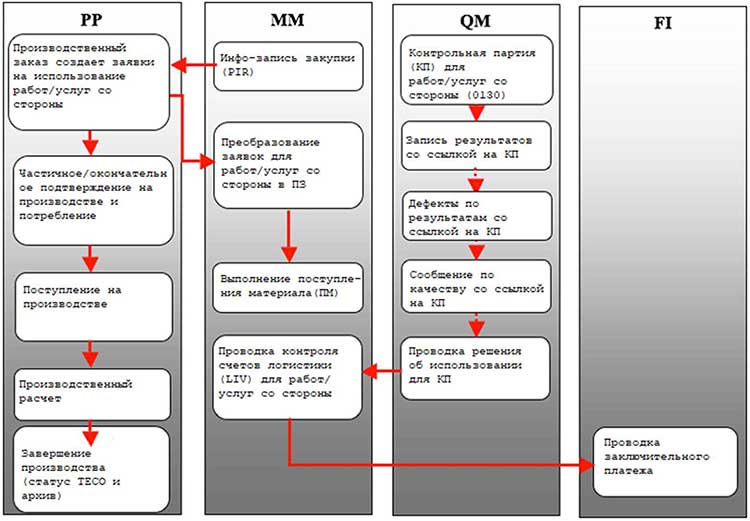
Рис. 1. Основные операции обработки на стороне в производстве
В этом процессе отдел закупок может создать заказ на закупку в MM со ссылкой на заявку, автоматически созданную на этапе деблокирования производственного заказа. Далее поставщик выполняет необходимые работы. После поступления материала со ссылкой на заказ на поставку через соответствующую контрольную партию инициируются операции управления качеством. Счет-фактура оплачивается только в том случае, если компания принимает услуги по качеству.
В приведенном примере рассматриваются следующие бизнес-операции:
- Ведение инфозаписи закупки (PIR).
- Создание заявки после деблокирования производственного заказа.
- Создание заказа на поставку со ссылкой на заявку.
- Проводка поступления материала со ссылкой на заказ на поставку для услуг.
- Инициирование создания контрольной партии.
- Фиксация дефектов.
- Проводка сообщения по качеству.
- Проводка регистрации результатов.
- Проводка решения об использовании.
- Проводка контроля счетов логистики.
- Деблокирование контроля счетов логистики (если требуется).
- Проверка результата в истории заказа на поставку (дополнительный шаг).
- Оплата поставщику.
Рассмотрим подробнее эти шаги в SAP-системе.
Ведение ракурса управления качеством для соответствующих материалов
Отдел управления качеством может выполнять ведение ракурса управления качеством соответствующих материалов с помощью кода транзакции MM01 или по пути «SAP Menu > Logistics > Quality Management > Quality Planning > Logistics Master Data > Material > Create» (Меню SAP > Логистика > Управление качеством > Планирование качества > Основные данные логистики > Материал > Создать). Откроется экран, показанный на рис. 2.
Рис. 2. Ракурс управления качеством (вид контроля для обработки на стороне 0130)
На вкладке «Quality management» (Управление качеством), см. Рис. 2, выполняется ведение вида контроля для обработки на стороне с помощью кнопки «Insp. setup» (Настройка контроля). На появившемся всплывающем экране введите значение 0130 в поле «Insp Type» (Вид контроля) и краткое описание («Контроль при поступлении материала из обработки на стороне»).
Проверьте соответствие информации по умолчанию вашим бизнес-требованиям (например, осуществление контроля по списку задач контроля).
Также требуется выполнить ведение вида контроля для проверки поступления материала из производства. На вкладке «Quality management» (Управление качеством), см. Рис. 3, введите значение 04 в поле «Insp Type» (Вид контроля) и краткое описание («Контроль поступления материала из производства»). Для сохранения данных выберите пиктограмму сохранения  .
.
Рис. 3. Ракурс управления качеством (вид контроля для поступления материала из производства 04)
Обратите внимание, что ведение вида контроля для материалов также можно выполнить с помощью кода транзакции QA08 или по пути «SAP Menu > Logistics > Quality Management > Quality Planning > Logistics Master Data > Material > Inspection Setup» (Меню SAP > Логистика > Управление качеством > Планирование качества > Основные данные логистики > Материал > Настройка контроля). На появившемся экране (не показан) выберите требуемые для сценария параметры, например, завод и материалы. На вкладке «Mass Processing» (Массовая обработка) укажите данные управления качеством, которые требуется обновить, например, вид контроля.
Ведение ракурса планирования работ для соответствующих материалов
Производственный отдел может выполнять ведение ракурса планирования работ соответствующих материалов с помощью кода транзакции MM01 или по пути «SAP Menu > Logistics > Quality Management > Quality Planning > Logistics Master Data > Material > Create» (Меню SAP > Логистика > Управление качеством > Планирование качества > Основные данные логистики > Материал > Создать). Появится экран, показанный на рис. 4.
Рис. 4. Вкладка «Work scheduling» (Планирование работ)
На вкладке «Work scheduling» (Планирование работ), показанной на рис. 4, выполняется ведение профиля планирования и профиля серийного номера (при необходимости). Также при необходимости можно установить флажок «Batch Mgmt Rqt» (Обязательное ведение партиями).
Как правило, в ракурсе планирования работ выполняется ведение следующей информации:
- Производственный склад.
- Процент допуска для процесса поступления материала (при необходимости).
После выполнения ведения ракурсов всеми остальными отделами основную запись материала можно сохранить. В этом случае выводится информационное сообщение, показанное на рис. 4, в котором подтверждается успешное создание материала.
Создание основного контрольного признака (MIC)
Отдел контроля качества может создать основной контрольный признак (Master Inspection Characteristic, MIC) с помощью кода транзакции QS21 или по пути «SAP Menu > Logistics > Quality Management > Quality Planning > Basic Data > Inspection Characteristic > Create» (Меню SAP > Логистика > Управление качеством > Планирование качества > Основные данные > Контрольный признак > Создать). Откроется экран, показанный на рис. 5.
Рис. 5. Основной контрольный признак (общий ракурс)
Для создания MIC введите следующую информацию:
- Код основного контрольного признака.
- Код завода.
- Тип признака (качественный или количественный).
- Статус.
- Код языка.
- Тексты.
Нажмите кнопку «Quantitative Data» (Количественные данные), см. Рис. 5. Откроется экран, представленный на рис. 6. Здесь можно определить следующие основные опции для признака: число десятичных разрядов, единица измерения, нижний и верхний лимиты, целевое значение, нижняя и верхняя границы правдоподобия, число классов, ширина класса и средняя точка класса.
Рис. 6. MIC (количественные данные)
При выборе опции «Control Indicators» (Управляющие индикаторы), показанной на рис. 5, откроется экран, представленный на рис. 7.
Рис. 7. Ввод подробных управляющих данных для MIC
На этом экране можно определить следующие данные:
- «Lower specif. limit» (Нижняя граница спецификации): при выборе этой опции необходимо указать нижнюю границу спецификации для контрольного признака.
- «Upper specif. limit» (Верхняя граница спецификации): при выборе этой опции необходимо указать верхнюю границу спецификации для контрольного признака.
- «Check target value» (Проверка целевого значения): если установлен индикатор «Lower specif. limit» (Нижняя граница спецификации) или «Upper specif. limit» (Верхняя граница спецификации), система проверяет соответствие целевого значения установленному допуску.
- «Sampling Procedure» (Метод выборочного контроля): при выборе этой опции признаку необходимо присвоить процедуру выборочного контроля в технологической карте.
- «Required Characteristic» (Обязательный признак): при выборе этой опции необходимо проверить контрольный признак, т. е. проводка решения об использовании возможна только после подтверждения результатов проверки для данного контрольного признака.
- «Classed Recording» (Запись по классам): при выборе этой опции результаты проверки для контрольного признака записываются в качестве значений по классам.
- «Defects Recording» (Регистрация дефектов): при выборе этой опции контрольный признак отклоняется. В рамках регистрации результатов функция регистрации дефектов по признаку вызывается автоматически, а процедура регистрации может быть инициализирована пользователем или выполнена в фоновом режиме.
Щелкните по пиктограмме продолжения (зеленая стрелка). Откроется экран, показанный на рис. 8.
Рис. 8. Ввод дополнительных подробных управляющих данных для MIC
На этом экране можно определить следующие данные:
- «Fixed Scope» (Фиксированный объем): при выборе этой опции количество проверенных единиц должно соответствовать предварительно рассчитанному количеству единиц, подлежащему проверке для регистрации результатов.
- «Docu. if rejected» (Документ при отклонении): при выборе этой опции необходимо ввести дополнительный текст в случае отклонения признака в ходе регистрации результатов.
- «RR change docs» (Документы изменений регистрации результатов; создание документов изменений в ходе регистрации результатов): при выборе этой опции для данного контрольного признака создаются документы изменений, когда результаты регистрируются на основе признаков.
- «Record measured vals» (Регистрация измеренных значений): при выборе этой опции измеренные значения для данного количественного признака должны быть проверены и подтверждены.
- «Print» (Печать): при выборе этой опции контрольный признак печатается в инструкции по проведению контроля качества.
На рис. 9 показано системное сообщение с подтверждением сохранения признака.

Рис. 9. Сообщение с подтверждением MIC
Создание метода выборочного контроля
Отдел контроля качества может создать метод выборочного контроля с помощью кода транзакции QDV1 или по пути «SAP Menu > Quality Management > Quality Planning > Basic Data > Sampling > Sampling Procedure > Create» (Меню SAP > Управление качеством > Планирование качества > Основные данные > Выборочный контроль > Метод выборочного контроля > Создать), см. Рис. 10.
Рис. 10. Создание метода выборочного контроля
Введите описание метода выборочного контроля, для которого на первом экране транзакции QDV1 был введен код. Для параметра «Sampling Type» (Тип выборочной пробы) указано значение «Fixed» (Фиксированная). В качестве режима оценки, определяющего правила подтверждения или отклонения признака или выборочной пробы, указан контроль по атрибутам с учетом дефектных единиц.
Нажмите кнопку «Sample» (Выборочная проба). Откроется всплывающее окно «Fixed Sample, Attributive» (Фиксированная выборочная проба, контроль по атрибутам). Здесь можно указать размер выборочной пробы и число ошибок, допустимое для приемки. Для сохранения данных выберите пиктограмму сохранения. Появится информационное сообщение, показанное на рис. 10.
Создание технологической карты контроля
Отдел контроля качества может создать технологическую карту контроля с помощью кода транзакции QP01 или путем выбора «SAP Menu > Логистика > Управление качеством > Планирование качества > Планирование контроля > Создать» (SAP Menu > Logistics > Quality Management > Quality Planning > Inspection Planning > Create). Появится экран, показанный на рис. 11.
Рис. 11. Создание технологической карты контроля для операций на стороне (данные заголовка)
На рис. 11 показаны подробные данные основного заголовка технологической карты контроля, созданной для кода материала FG00000001 и завода 1010.
В данном примере определены следующие подробные данные:
- Использование технологической карты контроля 53 — обработка ПМ на стороне.
- Статус 4 — деблокировано (общее), т. е. карту можно использовать без дополнительных ограничений.
- Группа плановиков, ответственная за планирование с использованием данной технологической карты контроля.
- Применимость размера партии (в данном случае карта действительна без ограничений).
Выберите опцию «Operations» (Операции). На экране отобразятся подробные данные, показанные на рис. 12. Введите соответствующее рабочее место, код завода, управляющий ключ и описание операции.
Рис. 12. Создание технологической карты контроля для операции на стороне (обзор операций)
Выберите операцию, а затем выберите опцию «Inspection Characteristics» (Контрольные признаки). На экране появятся подробные данные, показанные на рис. 13.
Рис. 13. Создание технологической карты контроля для обработки на стороне (обзор признаков)
В папке «Sample» (Выборочная проба) укажите созданный ранее метод выборочного контроля (рис. 10), как показано на рис. 14.
Рис. 14. Создание технологической карты контроля для операций на стороне (динамизация)
Правило динамизации (dynamic modification rule) содержит определение этапов контроля, время динамизации и условия перехода на другой этап контроля. В данной статье эта тема не рассматривается, поскольку мы выбрали фиксированную выборочную пробу.
На рис. 15 показано системное сообщение с подтверждением создания технологической карты контроля.

Рис. 15. Создание технологической карты контроля для операций на стороне (сообщение подтверждения)
Создание спецификации
Отдел производственного планирования может создать спецификацию с помощью кода транзакции CS01 или по пути «SAP Menu > Logistics > Production > Master Data > Bills of Material > Bill of Material > Material BOM > Create» (Меню SAP > Логистика > Производство > Основные данные > Спецификации > Спецификация > Спецификация материала > Создать). На рис. 16 показана спецификация, использованная в данном примере. В данном случае отдел контроля качества может с помощью транзакции CS03 просмотреть компоненты и связанное количество производственной спецификации для произведенных изделий с номером FG00000001.
Оформите подписку sappro и получите полный доступ к материалам SAPPRO
Оформить подпискуУ вас уже есть подписка?
Войти