Комплексная система обеспечения высококачественной работы оборудования (TPM)
Эта глава посвящена одной из наиболее неправильно понимаемой и неправильно используемой современной концепции обслуживания. Комплексная система обеспечения высококачественной работы оборудования – это не столько инициируемая и внедряемая программа обслуживания, сколько стратегическая философия деятельности.
Система TPM, предполагает вовлечение в процессы совершенствования системы обслуживания всех участников от операторов до топ-менеджеров.
Совершенствование системы заключается не только в улучшении обслуживания оборудования, но и в оптимизации его использования. Цель в том, чтобы исключить все потери, связанные с оборудованием. Существует много теорий относительно источников потерь, но основных базовых источников – шесть:
- поломки;
- потери, связанные с выполнением настройки и регулировки;
- потери, связанные с работой на холостом ходу и кратковременными остановками;
- потери, связанные с запусками и выключениями;
- потери, связанные со снижение скорости или мощности;
- некачественное выполнение работ или переделки.
Цель состоит в том, чтобы устранить все эти потери в процессе эксплуатации оборудования, тем самым обеспечивая максимальную эффективности оборудование в целом. Устранение этих потерь не является задачей, какого-либо отдельного департамента. Поэтому TPM является операционной философией. Все отделы, которые влияют на использование оборудования и каким-то образом участвуют в его использовании, все должно быть частью программы TPM. Рис.21 иллюстрирует философию TPM.
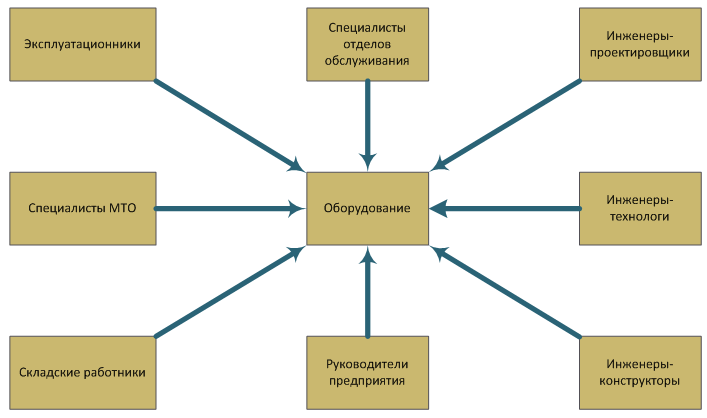
Рис. 21 Философия TPM
Как показано на графике, все отделы должны сосредоточиться на том, как они влияют на оборудование. Схема такая же, как той, которая используется для иллюстрации процесс Общее управление качеством (TQM), за исключением того, что вместо фокусировки на продукте, TPM фокусируется на оборудовании. На самом деле, компании, которые были успешными с TQM, как правило, успешны с процессом TPM. С другой стороны, те компании, которые, как правило, имели трудности с TQM также испытывают трудности и с TPM.
В настоящее время одними из самых больших проблем, стоящих перед TPM являются те же, службы, которые создали проблемы для реализации Общего управления качеством (TQM), а также: сокращения численности. Сокращение штатов подрывает мотивацию сотрудников, что является важным фактором успеха для реализации TPM и продолжения. Если не хватает высоко мотивированных и высококвалифицированных сотрудников, участвующих в реализации TPM, шансов на успех мало.
Если TPM является оперативной философией, то каковы цели и задачи этого процесса? Существует действительно одна основная цель (некоторые называют ее столпом) и четыре поддерживающие инициативы. Цель состоит в том, чтобы постоянно улучшать эффективность оборудования. Компания хочет, убедиться, что никто в мире и никакая другая компания, имеющая такое же оборудование или процессы, не добивается более высокой производительности или пропускной способности оборудования или процессов, чем это технически возможно. В противном случае, конкурент будет недорогим производителем, оставляя компанию на втором месте.
Общей иллюстрацией может служить сравнение обслуживания вашего оборудования и процессов обслуживания гоночной команды NASCAR. В случае NASCAR, все автомобили, в основном такие же, как и у вас и ваши конкуренты имеют в основном то же самое оборудование. Победитель определяется по тому, как команда, (экипаж на яме, инженеры-конструкторы, водитель, изготовители техники и т.д.) работают вместе, и фокусируется на победу в гонке. Производитель недорогой продукции на конкурентных рынках сегодня определяется тем, как все подразделения организация работают вместе и фокусируются на том, чтобы получить больше продукции с тех же активов, что и у их конкурентов. Такой подход и является философией TPM.
Философия поддерживается четырьмя другими видами деятельности направленными на общее улучшение.
- Повышение производительности технического обслуживания и его эффективности.
- Фокусирование внимания на раннем начале технического обслуживания и предупреждении отказов.
- Обучение для повышения квалификации всех сотрудников, участвующих в процессе обслуживания.
- Привлечение операторов к выполнению некоторых ежедневных операций обслуживания на оборудовании, которое они эксплуатируют.
Повышение производительности и эффективности технического обслуживания гарантирует тем, что отдел технического обслуживания является столь же производительным и эффективным, как пит-экипаж NASCAR. Производительность пит-экипажа измеряется в десятых долях секунды. Любое потерянное время на пит-стопе, даже такое малое, как одна десятая секунды, может означать разницу между победой и поражением. Одна десятая секунды пересечения финишной линии - это две длины автомобиля. Выигрыш или проигрыш гонки и потеря сезона определяется двумя длинами автомобиля. Сколько времени команда по техническому обслуживанию вашей компании тратить каждый день? Достаточно этого, чтобы изменить прибыли или убытки в вашей деятельности?
Концентрация внимания на раннем начале технического обслуживания и предупреждении отказов означает постоянное исследование оборудования и поиск способов сделать его более легким в обслуживании или полного устранения необходимости обслуживания. Новые автомобили являются лучшим примером такого подхода. По сравнению с моделями в 1970-х, сегодняшние автомобили меньше нуждаются в обслуживании (больше в настройке), но при этом их производительность не приносится в жертву. Конструкции изменились благодаря инженерным изысканиям. Тот же самый поход сегодня и к производственному оборудованию на заводах. Могут быть сделаны инженерные исследования для того, чтобы найти лучшие материалы, методы и даже способы позволяющие ускорить процессы обслуживания.
Важность обучения была упомянута в предыдущей главе. Обучение сотрудников имеет решающее значение для выполнения новых задач, которые должны быть поставлены перед ними. Без подготовки эти задачи будут выполняться частично или неправильно. Это приводит к неудовлетворительным результатам, и действительно может создать проблемы с оборудованием. Каждый раз, когда операторам поручают выполнение новых задач, они должны быть прежде обучены.
Привлечение операторов к выполнению некоторых ежедневных операций обслуживания оборудования, которое они эксплуатируют, как уже упоминалось ранее, направлено на высвобождение ресурсов высококвалифицированных технических специалистов для выполнения работ, требующих более высокой квалификации. Тем не менее, в центре внимания при привлечении операторов должны быть задачи улучшения работы оборудование. Опять же, акцентируя внимание операторов на постоянном совершенствовании оборудования, нельзя упускать из виду задачи обеспечения эффективного использования оборудования в процессе его эксплуатации.
Поскольку TPM действительно является операционной философией, то какими показателями можно измерить эффективность TPM? Ниже приведены некоторые предлагаемые показатели.
1. Доля критического оборудования, отслеживаемого по критерию OEE
OEE (общая эффективность оборудования) является основным ориентиром для любого процесса TPM. Если реальной целью TPM является постоянное повышение эффективности оборудования, то имеет смысл сделать этот показатель основной мерой эффективности оборудования. OEE сравнивает доступность оборудования, эффективность его работы и уровень качества. Формула выглядит следующим образом:

(целевое значение ≥ 90%)

(целевое значение ≥ 95%)

(целевое ≥ 99%)
Целевой показатель эффективности: 90%х95%х99% = 85%
Это целевое значение для общего показателя эффективности оборудования. Есть много факторов, обсуждение которых входит за рамки этого материала. Этот показатель настолько гибкий, и может быть использован для расчета для ежедневных, еженедельных и даже месячных периодов времени.
Примечание. OEE — Overall Equipment Effectiveness - Общая эффективность оборудования
Достоинства
Этот показатель необходим для любой компании, начинающей реализацию TPM инициатив.
Недостатки
Показатель не имеет слабых мест, за исключением неправильного использования. Это общая эффективность оборудования – а не эффективность предприятия, отдела, области, или компании в целом. Расчет этого показателя изначально ориентирован на оперативный и обслуживающий персонал, что бы отследить продвижение к улучшению работы оборудования. Вряд ли они могут сделать это на уровне завода. Чтобы быть эффективным, этот показатель должен быть ориентирован на оборудование. Другие области применения создаются консультантами, желающими создать рынок для своих услуг.
2. Доля критического оборудования, по которому осуществляется раннее обслуживание и регулирование, и предупредительное обслуживание
Этот показатель рассматривает процент критически важного оборудования, по которому было выполнено или проводится в настоящее время изучение возможностей конструктивных усовершенствований. Эти действия снизят требования к обслуживанию или сократят время, необходимое для выполнения технического обслуживания оборудования. Расчет:

Этот показатель получают путем деления количества критических элементов оборудования, охватываемых исследованиями возможностей конструктивных усовершенствования на общее число критических элементов оборудования. Цель добиться 100%. Когда все другие виды деятельности уже оптимизированы, проектные исследования могут выявить дополнительные возможности для дальнейшего совершенствования.
Достоинства
Этот показатель имеет большое значение для любой компании, стремящейся обеспечить максимальную эффективность оборудования. Это особенно важно, при прочих равных обстоятельствах, так как конструктивные изменения, увеличивающие пропускную способность, могут принести существенные конкурентные преимущества.
Недостатки
У этого показателя нет существенных недостатков.
3. Процент охвата критического оборудования программой 5S[2]
Этот показатель рассматривает процент критически важного оборудования, которое было или в настоящее время охвачено 5S программой. Эти мероприятия сосредоточены на чистоте и организации рабочего места. Они выявляют пути повышения эффективности на рабочем месте и способствуют выявлению проблем с оборудованием, так как чистое оборудование легче проверить. Расчет:

Этот показатель получают путем деления общего числа критических элементов оборудования охваченных 5S программой на общее число критических элементов оборудования. Цель - достижение 100%. Эти мероприятия позволяют увидеть основные благоприятные возможности для улучшения. Их никогда не следует упускать из виду, потому что они, как правило, мало затратные и могут дать некоторые дополнительные выгоды.
Примечание. 5S
Если хотите прочитать статью полностью и оставить свои комментарии присоединяйтесь к sapland
ЗарегистрироватьсяУ вас уже есть учетная запись?
Войти